मैग्नेबेंड केंद्रहीन काज
कई अनुरोधों के बाद अब मैं इस वेबसाइट पर मैग्नाबेंड केंद्रहीन टिका के विस्तृत चित्र जोड़ रहा हूं।
कृपया ध्यान दें कि ये टिका एक बार की मशीन के लिए बनाना बहुत मुश्किल है।
काज के मुख्य भागों को सटीक कास्टिंग (उदाहरण के लिए निवेश प्रक्रिया द्वारा) या एनसी विधियों द्वारा मशीनिंग की आवश्यकता होती है।
शौकीनों को शायद इस काज को बनाने की कोशिश नहीं करनी चाहिए।
हालाँकि निर्माताओं को ये चित्र बहुत मददगार लग सकते हैं।
(हिंज की एक वैकल्पिक शैली जिसे बनाना कम मुश्किल है, वह है पैन्टोग्राफ स्टाइल। इस अनुभाग और इस वीडियो को देखें)।
Magnabend CENTRELESS COMPOUND HINGE का आविष्कार मिस्टर ज्योफ फेंटन ने किया था और इसे कई देशों में पेटेंट कराया गया था।(पेटेंट अब समाप्त हो गए हैं)।
इन टिकाओं का डिज़ाइन मैग्नाबेंड मशीन को पूरी तरह से ओपन-एंडेड होने की अनुमति देता है।
झुकने वाली बीम एक आभासी धुरी के चारों ओर घूमती है, आमतौर पर मशीन की कामकाजी सतह से थोड़ी ऊपर, और बीम पूरे 180 डिग्री रोटेशन के माध्यम से स्विंग कर सकती है।
नीचे दिए गए चित्र और छवियों में केवल एक ही काज विधानसभा दिखाया गया है।हालांकि एक काज अक्ष को परिभाषित करने के लिए कम से कम 2 काज असेंबलियों को स्थापित किया जाना चाहिए।
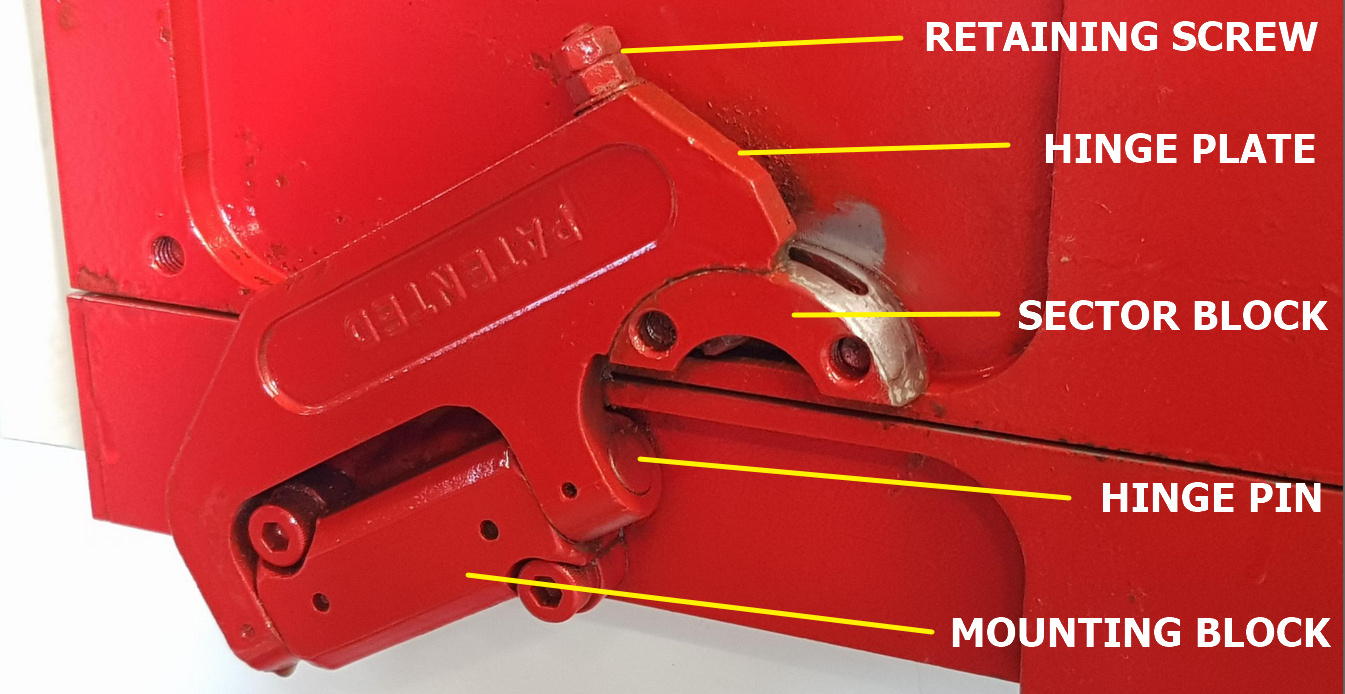
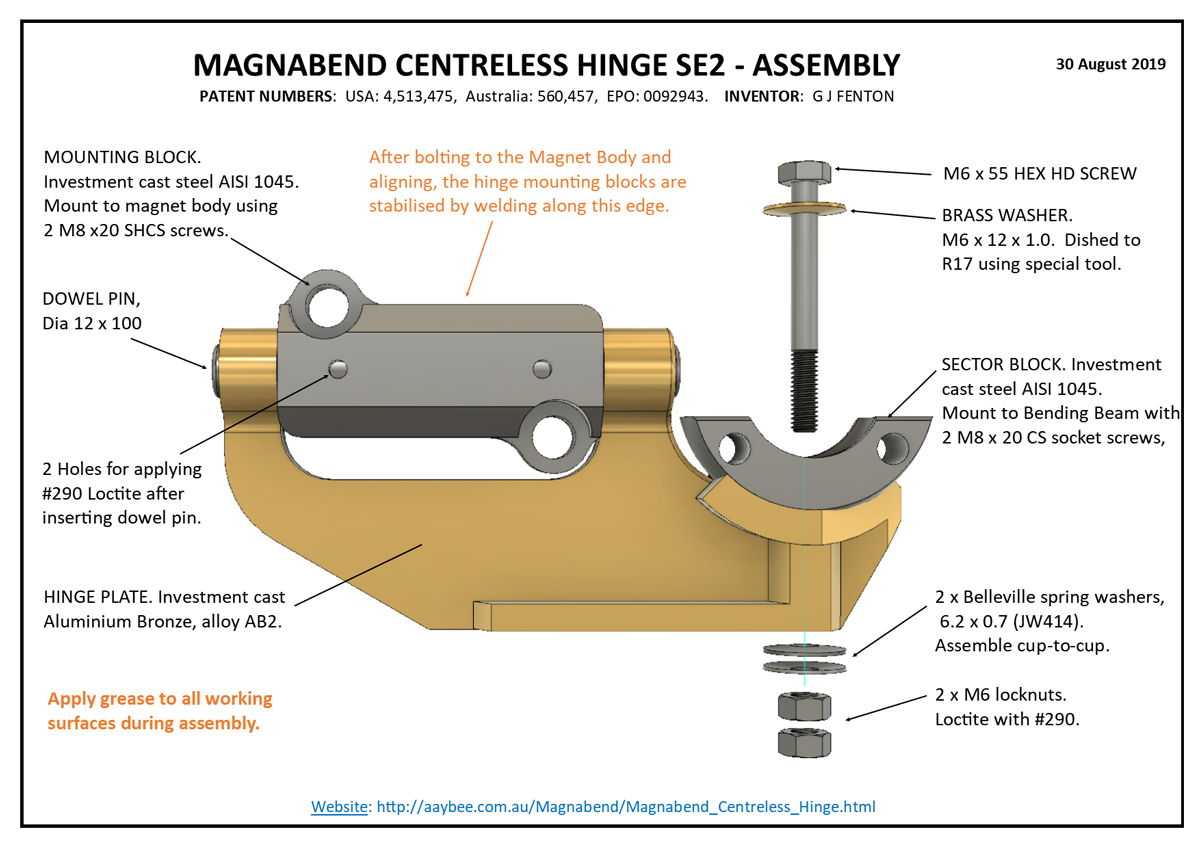
काज विधानसभा और भागों की पहचान (180 डिग्री पर बीम झुकना):
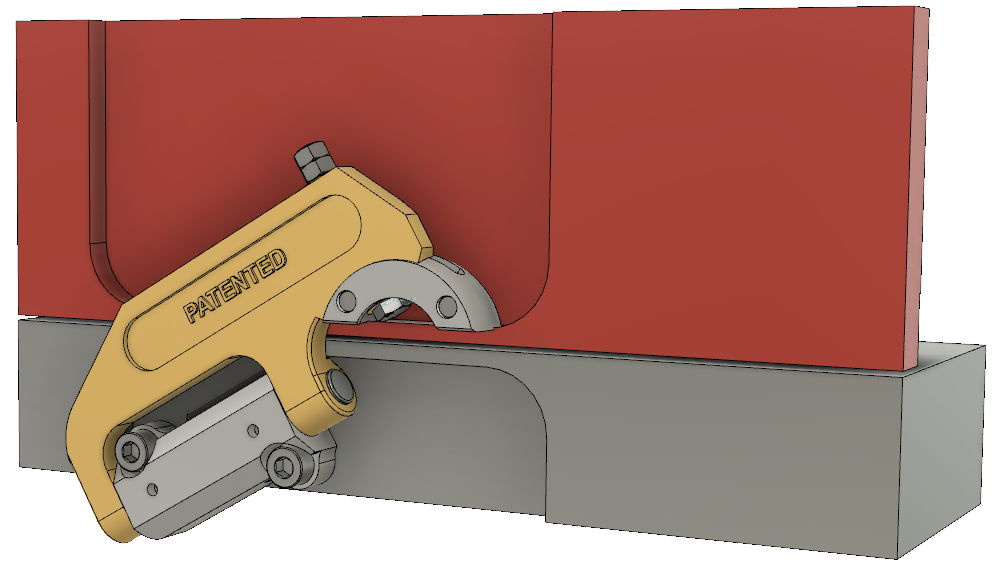
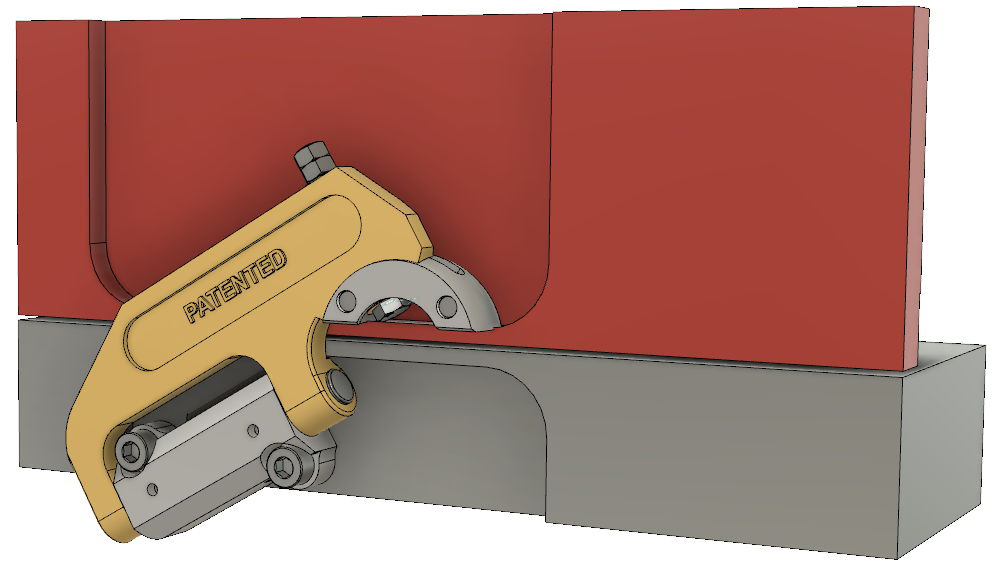
लगभग 90 डिग्री की स्थिति में झुकने वाले बीम के साथ काज:

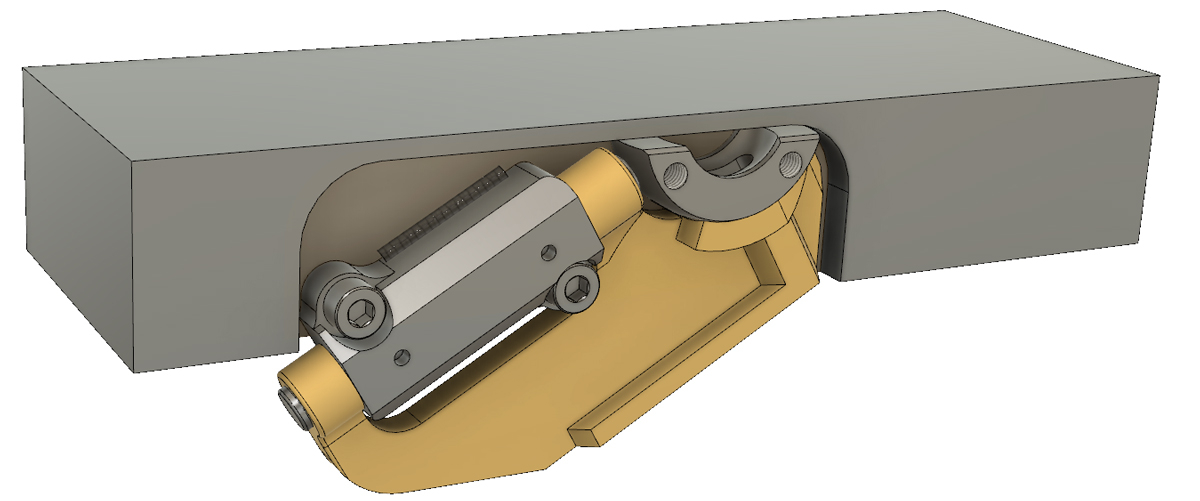
घुड़सवार हिंग असेंबली -3 डी मॉडल:
नीचे दिया गया चित्र काज के 3-डी मॉडल से लिया गया है।
निम्न "STEP" फ़ाइल पर क्लिक करके: माउंटेड हिंज मॉडल.स्टेप आप 3D मॉडल को देखने में सक्षम होंगे।
(निम्न ऐप्स .step फ़ाइलें खोलेंगे: AutoCAD, सॉलिडवर्क्स, फ़्यूज़न360, आयरनकैड या उन ऐप्स के लिए "व्यूअर" में)।
3D मॉडल के खुले होने से आप किसी भी कोण से भागों को देख सकते हैं, विवरण देखने के लिए ज़ूम कर सकते हैं, या अन्य भागों को अधिक स्पष्ट रूप से देखने में सक्षम होने के लिए कुछ भागों को गायब कर सकते हैं।आप किसी भी हिस्से पर माप भी कर सकते हैं।
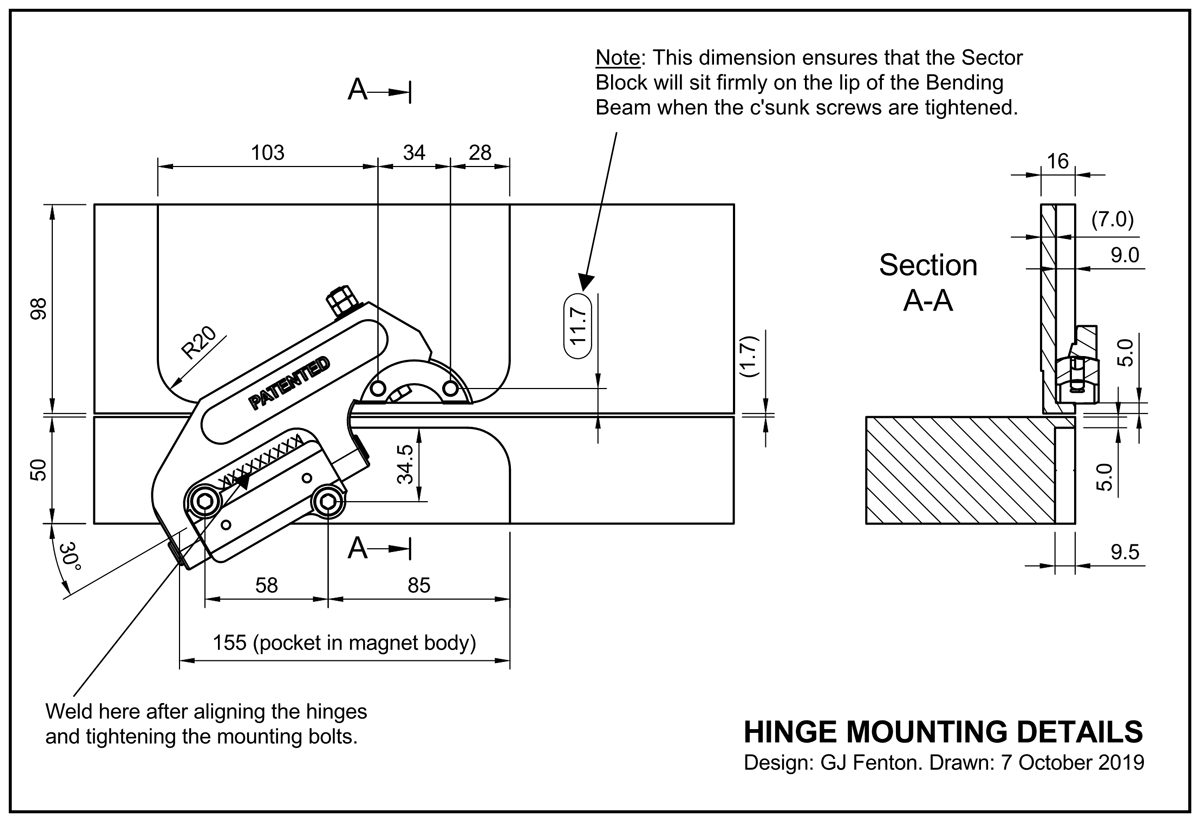
हिंग असेंबली को माउंट करने के लिए आयाम:
काज विधानसभा:
विस्तृत दृश्य के लिए आरेखण पर क्लिक करें।पीडीएफ फाइल के लिए यहां क्लिक करें: हिंज असेंबली।पीडीएफ
विस्तृत चित्र:
नीचे शामिल 3D मॉडल फ़ाइलें (STEP फ़ाइलें) का उपयोग 3D प्रिंटिंग या कंप्यूटर एडेड मैन्युफैक्चरिंग (CAM) के लिए किया जा सकता है।
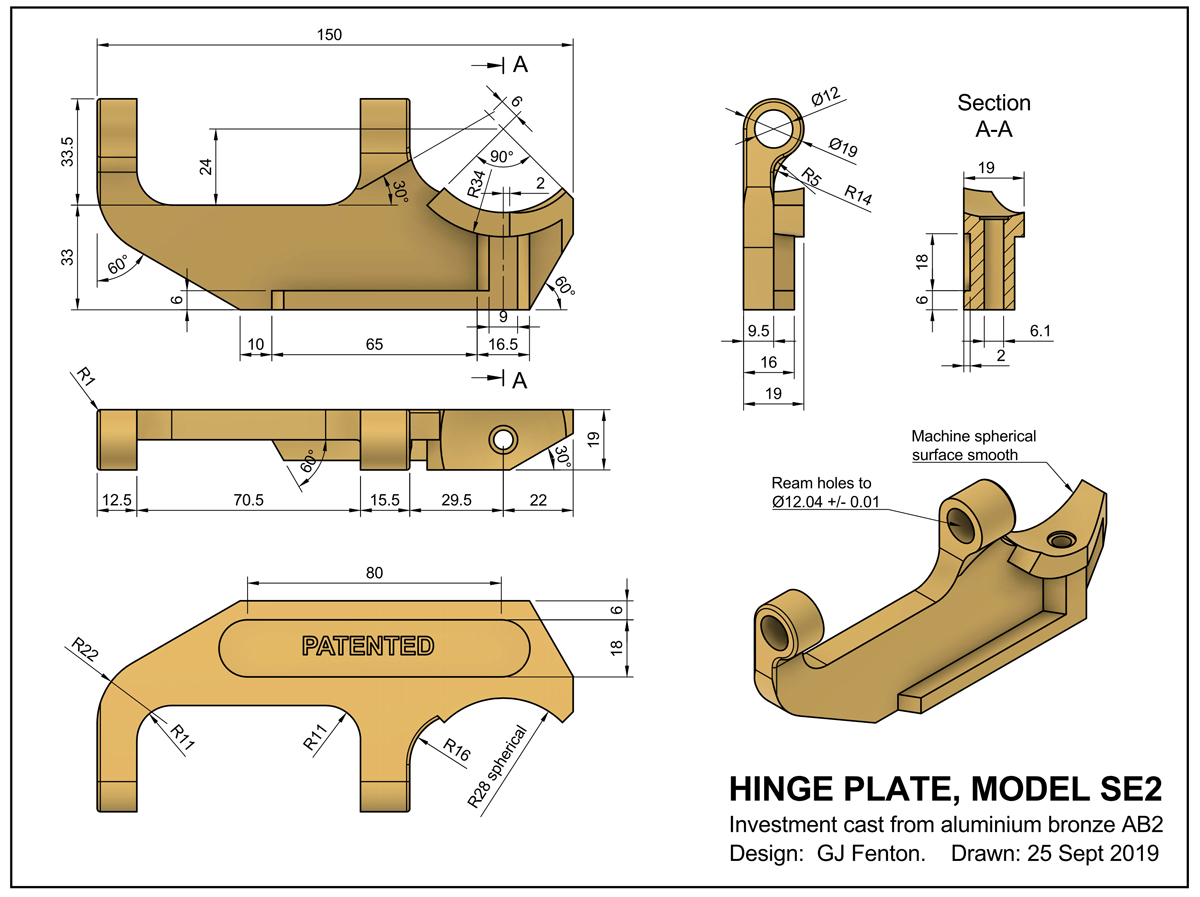
1. काज प्लेट:
विस्तृत दृश्य के लिए आरेखण पर क्लिक करें।पीडीएफ फाइल के लिए यहां क्लिक करें: हिंज प्लेट.पीडीएफ।3D मॉडल: काज प्लेट.स्टेप
2. बढ़ते ब्लॉक:
बड़ा करने के लिए ड्राइंग पर क्लिक करें।पीडीएफ फाइल के लिए यहां क्लिक करें: माउंटिंग_ब्लॉक-वेल्डेड.पीडीएफ, 3डी मॉडल: माउंटिंगब्लॉक.स्टेप
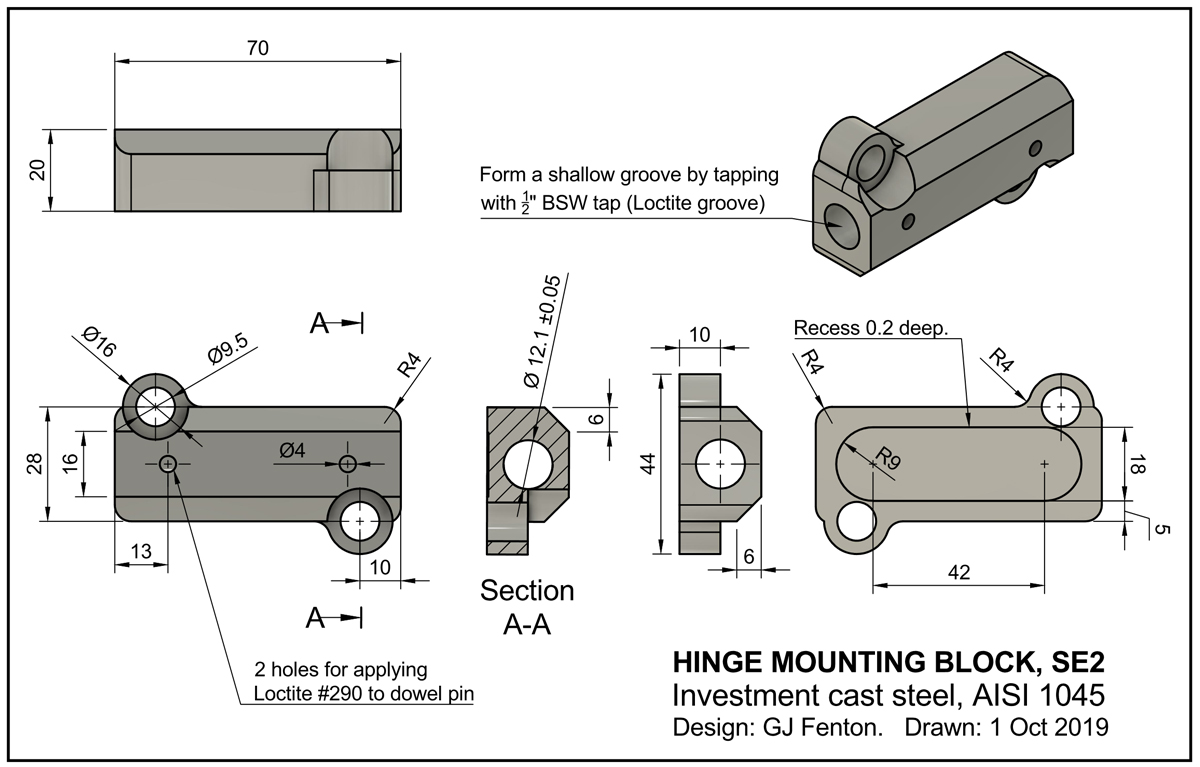
माउंटिंग ब्लॉक सामग्री AISI-1045 है।इस उच्च कार्बन स्टील को इसकी उच्च शक्ति और हिंग पिन होल के चारों ओर झूलने के प्रतिरोध के लिए चुना गया है।
कृपया ध्यान दें कि इस हिंग माउंटिंग ब्लॉक को अंतिम संरेखण के बाद चुंबक शरीर को वेल्डिंग द्वारा स्थिर करने के लिए डिज़ाइन किया गया है।
हिंग पिन के लिए छेद के भीतर एक उथले धागे के विनिर्देश पर भी ध्यान दें।यह धागा विक-इन लोक्टाइट के लिए एक चैनल प्रदान करता है जिसे हिंज असेंबली के दौरान लगाया जाता है।(हिंग पिन में तब तक काम करने की एक मजबूत प्रवृत्ति होती है जब तक कि वे अच्छी तरह से बंद न हों)।
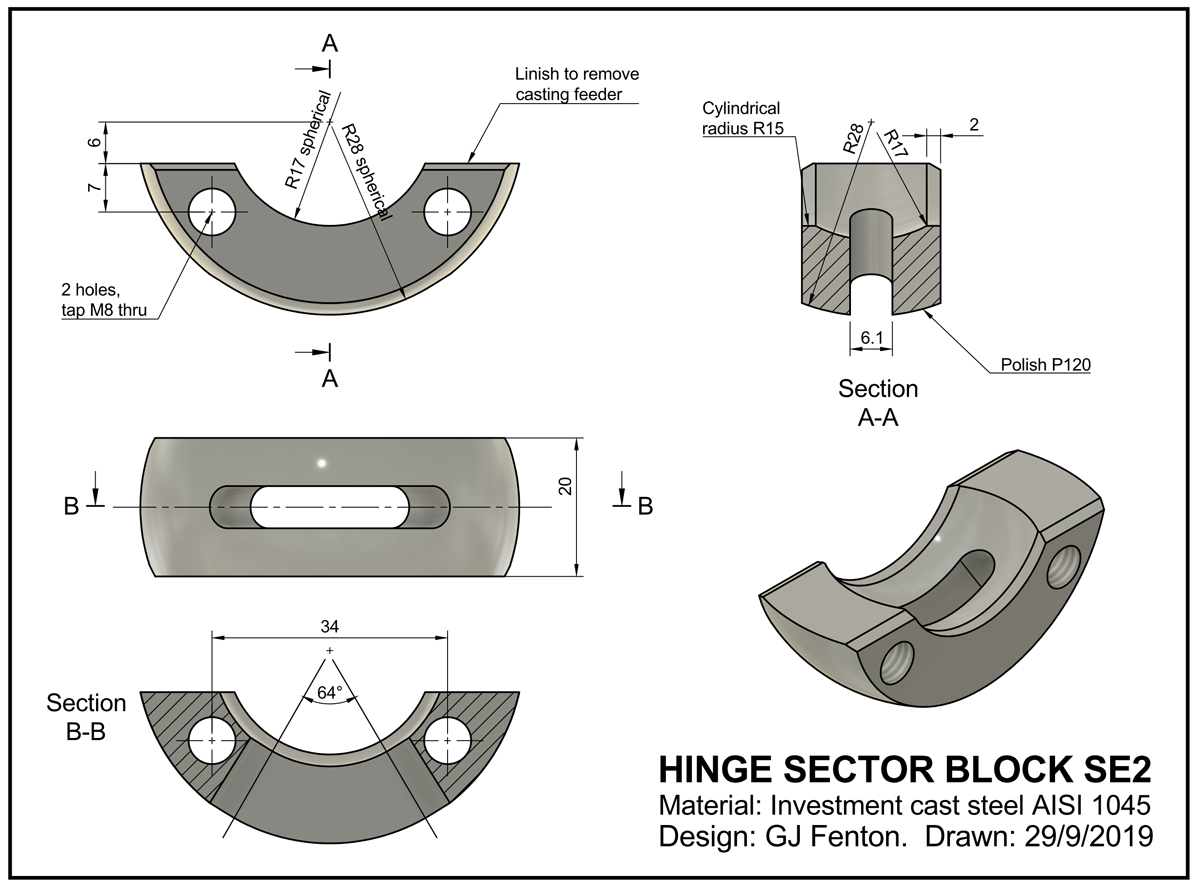
3. सेक्टर ब्लॉक:
विस्तृत दृश्य के लिए आरेखण पर क्लिक करें।पीडीएफ फाइल के लिए यहां क्लिक करें: सेक्टर ब्लॉक.पीडीएफ, 3डी कैड फाइल: सेक्टरब्लॉक.स्टेप
4. काज पिन:
कठोर और जमीन सटीक स्टील डॉवेल पिन।

व्यास 12.0 मिमी
लंबाई: 100 मिमी
बोल्टेड-ऑन हिंग्स
हिंग असेंबली के ऊपर के चित्र और मॉडल में बेंडिंग बीम (सेक्टर ब्लॉक में स्क्रू के माध्यम से) पर बोल्ट लगाया जाता है, लेकिन मैग्नेट बॉडी से लगाव बोल्टिंग और वेल्डिंग पर निर्भर करता है।
यदि वेल्डिंग की आवश्यकता नहीं होती है तो हिंग असेंबली निर्माण और स्थापित करने के लिए अधिक सुविधाजनक होगी।
हिंग के विकास के दौरान हमने पाया कि हम अकेले बोल्ट के साथ पर्याप्त घर्षण नहीं प्राप्त कर सकते थे ताकि यह सुनिश्चित हो सके कि उच्च स्थानीय भार लागू होने पर माउंटिंग ब्लॉक फिसलेगा नहीं।
नोट: बोल्ट की टांगें स्वयं माउंटिंग ब्लॉक को फिसलने से नहीं रोकती हैं क्योंकि बोल्ट बड़े आकार के छेद में होते हैं।समायोजन और पदों में छोटी अशुद्धियों के लिए छिद्रों में निकासी आवश्यक है।
हालांकि हमने उत्पादन लाइनों के लिए डिज़ाइन की गई विशेष मैग्नाबेंड मशीनों की एक श्रृंखला के लिए पूरी तरह से बोल्ट-ऑन टिका की आपूर्ति की थी।
उन मशीनों के लिए काज भार मध्यम थे और अच्छी तरह से परिभाषित थे और इस प्रकार बोल्ट-ऑन टिका अच्छी तरह से काम करता था।
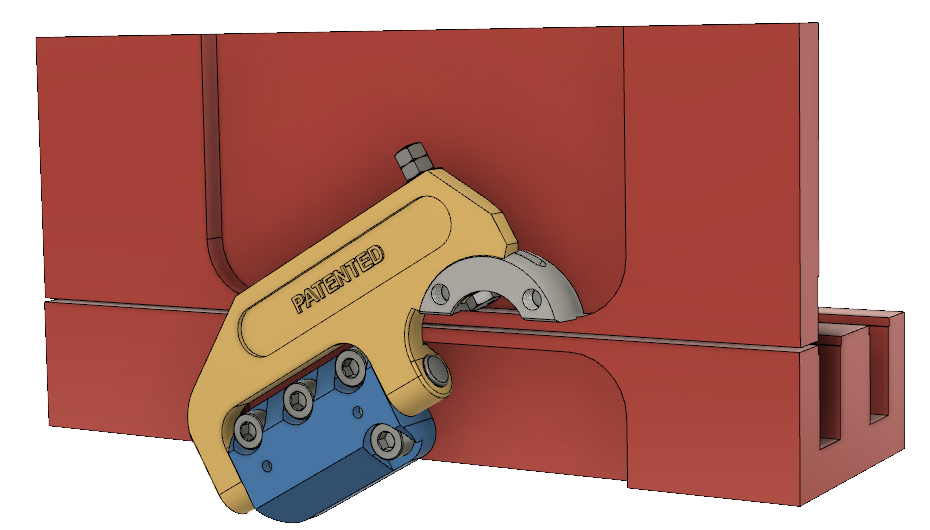
माउंटिंग ब्लॉक (नीला रंग) के नीचे के आरेख में चार M8 बोल्ट (दो M8 बोल्ट प्लस वेल्डिंग के बजाय) को स्वीकार करने के लिए डिज़ाइन किया गया है।
यह उत्पादन लाइन मैग्नाबेंड मशीनों के लिए इस्तेमाल किया गया डिजाइन था।
(हमने मुख्य रूप से 1990 के दौरान विभिन्न लंबाई की उन विशेष मशीनों में से लगभग 400 बनाईं)।
कृपया ध्यान दें कि ऊपरी दो M8 बोल्ट चुंबक शरीर के सामने के ध्रुव में टैप करते हैं जो हिंग पॉकेट के नीचे के क्षेत्र में केवल 7.5 मिमी मोटा होता है।
इस प्रकार ये स्क्रू 16 मिमी लंबे (बढ़ते ब्लॉक में 9 मिमी और चुंबक शरीर में 7 मिमी) से अधिक नहीं होने चाहिए।
यदि स्क्रू अब और थे तो वे मैग्नाबेंड कॉइल पर टकराएंगे और यदि वे छोटे थे तो अपर्याप्त थ्रेड लंबाई होगी, जिसका अर्थ है कि जब स्क्रू को उनके अनुशंसित तनाव (39 एनएम) में घुमाया गया था तो धागे पट्टी हो सकते हैं।
M10 बोल्ट के लिए बढ़ते ब्लॉक:
हमने कुछ परीक्षण किए जहां M10 बोल्ट को स्वीकार करने के लिए बढ़ते ब्लॉक छेद को बड़ा किया गया।इन बड़े बोल्टों को एक उच्च तनाव (77 एनएम) तक टॉर्क किया जा सकता है और यह, माउंटिंग ब्लॉक के तहत Loctite #680 का उपयोग करने के साथ संयुक्त है, जिसके परिणामस्वरूप मानक मैग्नाबेंड मशीन (मोड़ने के लिए रेटेड) के लिए बढ़ते ब्लॉक को फिसलने से रोकने के लिए पर्याप्त घर्षण से अधिक होता है। 1.6 मिमी स्टील तक)।
हालाँकि इस डिज़ाइन को कुछ परिशोधन और अधिक परीक्षण की आवश्यकता है।
नीचे दिया गया चित्र 3 x M10 बोल्ट के साथ चुंबक शरीर पर लगे काज को दिखाता है:
यदि कोई निर्माता पूरी तरह से बोल्ट-ऑन हिंज के बारे में अधिक जानकारी चाहता है तो कृपया मुझसे संपर्क करें।