मैग्नैबेंड ट्रबल शूटिंग गाइड
समस्या निवारण सूचना पुस्तक
निम्नलिखित वर्ष 2004 तक मैग्नेटिक इंजीनियरिंग प्राइवेट लिमिटेड द्वारा बनाई गई मैग्नाबेंड मशीनों पर लागू होता है।
पेटेंट (चुंबकीय इंजीनियरिंग के स्वामित्व वाले) की समाप्ति के बाद से अन्य निर्माता अब मैग्नाबेंड मशीन बना रहे हैं जो बिल्कुल समान नहीं हो सकती हैं।इसलिए नीचे दी गई जानकारी आपकी मशीन पर लागू नहीं हो सकती है या इसे अनुकूलित करने की आवश्यकता हो सकती है।
विद्युत समस्याओं को ठीक करने का सबसे आसान तरीका निर्माता से एक प्रतिस्थापन विद्युत मॉड्यूल का आदेश देना है।इसकी आपूर्ति विनिमय के आधार पर की जाती है और इसलिए इसकी कीमत काफी उचित है।
एक्सचेंज मॉड्यूल भेजने से पहले आप निम्नलिखित की जांच कर सकते हैं:
यदि मशीन बिल्कुल भी काम नहीं करती है:
ए) चालू/बंद स्विच में पायलट लाइट को देखकर जांच लें कि मशीन में बिजली उपलब्ध है या नहीं।
बी) यदि बिजली उपलब्ध है लेकिन मशीन अभी भी मृत है लेकिन बहुत गर्म महसूस करती है तो थर्मल कट-आउट ट्रिप हो सकता है।इस स्थिति में मशीन के ठंडा होने तक प्रतीक्षा करें (लगभग ½ घंटा) और फिर इसे पुनः प्रयास करें।
c) टू-हैंड स्टार्टिंग इंटरलॉक के लिए आवश्यक है कि हैंडल खींचने से पहले START बटन दबाया जाए।यदि हैंडल को पहले खींचा जाता है तो मशीन काम नहीं करेगी।यह भी हो सकता है कि START बटन दबाए जाने से पहले झुकने वाली बीम "एंगल माइक्रोस्विच" को संचालित करने के लिए पर्याप्त रूप से चलती है (या टकराती है)।यदि ऐसा होता है, तो सुनिश्चित करें कि हैंडल को पहले पूरी तरह से पीछे धकेला गया है।यदि यह एक लगातार समस्या है तो यह इंगित करता है कि माइक्रोस्विच एक्ट्यूएटर को समायोजन की आवश्यकता है (नीचे देखें)।
डी) एक और संभावना यह है कि स्टार्ट बटन दोषपूर्ण हो सकता है।यदि आपके पास मॉडल 1250E या उससे बड़ा है तो देखें कि क्या मशीन को वैकल्पिक START बटन या फ़ुटस्विच में से किसी एक के साथ प्रारंभ किया जा सकता है।

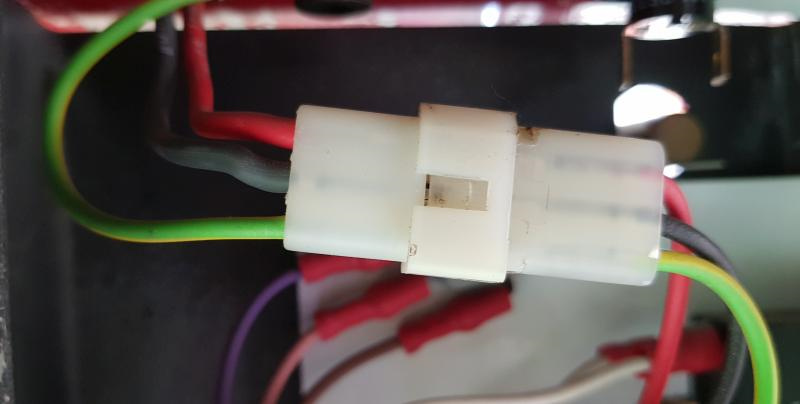
ई) नायलॉन कनेक्टर की भी जांच करें जो विद्युत मॉड्यूल को चुंबक कॉइल से जोड़ता है।
च) यदि क्लैम्पिंग काम नहीं करता है लेकिन स्टार्ट बटन के रिलीज होने पर क्लैम्पबार नीचे गिर जाता है तो यह इंगित करता है कि 15 माइक्रोफ़ारड (650E पर 10 μF) कैपेसिटर दोषपूर्ण है और इसे बदलने की आवश्यकता होगी।
यदि मशीन बाहरी फ़्यूज़ उड़ाती है या सर्किट ब्रेकर ट्रिप करती है:
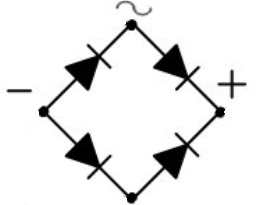
इस व्यवहार का सबसे संभावित कारण एक उड़ा हुआ ब्रिज-रेक्टिफायर है।एक ब्लो रेक्टिफायर में आमतौर पर इसके 4 आंतरिक डायोड में से कम से कम एक छोटा होता है।
इसे मल्टीमीटर से चेक किया जा सकता है।इसकी न्यूनतम प्रतिरोध सीमा पर मीटर के साथ टर्मिनलों की प्रत्येक जोड़ी के बीच जांच करें।मल्टीमीटर टेस्ट लीड की एक ध्रुवता को अनंत ओम दिखाना चाहिए और उलट ध्रुवता को कम रीडिंग दिखाना चाहिए, लेकिन शून्य नहीं।यदि कोई प्रतिरोध रीडिंग शून्य है तो रेक्टिफायर को उड़ा दिया जाता है और उसे बदला जाना चाहिए।
आंतरिक मरम्मत का प्रयास करने से पहले सुनिश्चित करें कि मशीन पावर आउटलेट से अनप्लग है।
एक उपयुक्त प्रतिस्थापन सुधारक:
आरएस घटक भाग संख्या: 227-8794
अधिकतम वर्तमान: 35 एएमपीएस निरंतर,
अधिकतम रिवर्स वोल्टेज: 1000 वोल्ट,
टर्मिनल: 1/4 "त्वरित-कनेक्ट या 'फास्टन'
लगभग कीमत: $12.00

ट्रिपिंग का एक अन्य संभावित कारण यह है कि चुंबक का तार चुंबक के शरीर से छोटा हो सकता है।
इसे जांचने के लिए चुंबक कॉइल कनेक्टर को अनप्लग करें और प्रतिरोध को लाल या काले लेड से चुंबक बॉडी तक मापें।मल्टीमीटर को उसकी उच्चतम रेजिसेंस रेंज पर सेट करें।यह अनंत ओम दिखाना चाहिए।
आदर्श रूप से यह माप "मेगर मीटर" से किया जाना चाहिए।इस प्रकार का मीटर एक उच्च वोल्टेज (आमतौर पर 1,000 वोल्ट) के साथ प्रतिरोध की जांच करता है।यह सामान्य मल्टीमीटर की तुलना में अधिक सूक्ष्म इन्सुलेशन टूटने की समस्याओं का पता लगाएगा।
कॉइल और मैग्नेट बॉडी के बीच इंसुलेशन का टूटना एक गंभीर समस्या है और आमतौर पर कॉइल को मैग्नेट बॉडी से हटाने या नए कॉइल के साथ बदलने की आवश्यकता होती है।
यदि लाइट क्लैम्पिंग संचालित होती है लेकिन पूर्ण क्लैम्पिंग नहीं होती है:
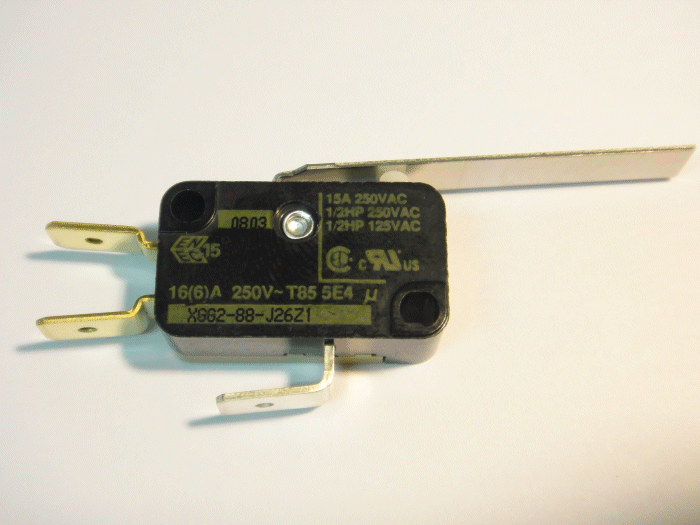
जांचें कि "एंगल माइक्रोस्विच" सही ढंग से क्रियान्वित किया जा रहा है।
[यह स्विच एक वर्गाकार (या गोल) पीतल के टुकड़े द्वारा संचालित होता है जो कोण को इंगित करने वाले तंत्र से जुड़ा होता है।जब हैंडल को खींचा जाता है तो झुकने वाला बीम घूमता है जो पीतल के एक्ट्यूएटर को घुमाता है।एक्ट्यूएटर बदले में विद्युत असेंबली के अंदर एक माइक्रोस्विच संचालित करता है।]
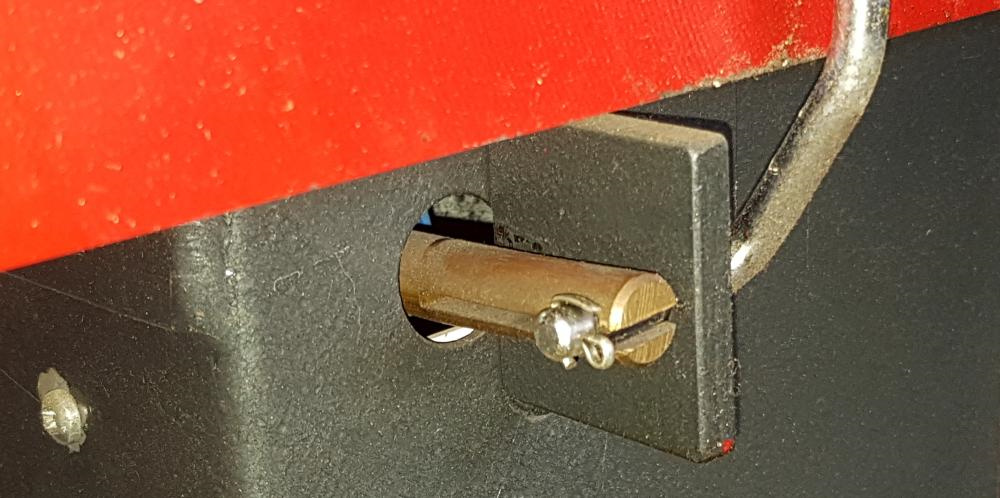
मॉडल 1000E . पर माइक्रोस्विच एक्ट्यूएटर
(अन्य मॉडल समान सिद्धांत का उपयोग करते हैं)
एक्ट्यूएटर जैसा कि इलेक्ट्रिकल के अंदर से देखा जाता है
सभा।
हैंडल को बाहर और अंदर खींचें। आपको माइक्रोस्विच को चालू और बंद क्लिक करते हुए सुनने में सक्षम होना चाहिए (बशर्ते पृष्ठभूमि में बहुत अधिक शोर न हो)।
यदि स्विच ऑन और ऑफ पर क्लिक नहीं करता है तो बेंडिंग बीम को ऊपर की ओर घुमाएं ताकि ब्रास एक्ट्यूएटर को देखा जा सके।झुकने वाले बीम को ऊपर और नीचे घुमाएं।एक्ट्यूएटर को झुकने वाले बीम के जवाब में घूमना चाहिए (जब तक कि यह अपने स्टॉप पर क्लच न हो जाए)।यदि ऐसा नहीं होता है तो उसे और अधिक क्लचिंग बल की आवश्यकता हो सकती है:
- 650E और 1000E पर क्लचिंग बल को ब्रास एक्ट्यूएटर को हटाकर और स्लिट बंद (जैसे वाइस के साथ) को फिर से स्थापित करने से पहले निचोड़कर बढ़ाया जा सकता है।
- 1250E पर क्लचिंग बल की कमी आमतौर पर दो M8 कैप-हेड स्क्रू से संबंधित होती है जो एक्ट्यूएटर शाफ्ट के दोनों छोर पर तंग नहीं होते हैं।
यदि एक्ट्यूएटर घूमता है और ठीक से पकड़ता है, लेकिन फिर भी माइक्रोस्विच पर क्लिक नहीं करता है, तो उसे समायोजन की आवश्यकता हो सकती है।ऐसा करने के लिए पहले मशीन को पावर आउटलेट से अनप्लग करें और फिर इलेक्ट्रिकल एक्सेस पैनल को हटा दें।
ए) मॉडल 1250ई पर एक्चुएटर से गुजरने वाले स्क्रू को घुमाकर टर्न-ऑन पॉइंट को समायोजित किया जा सकता है।पेंच को इस तरह से समायोजित किया जाना चाहिए कि जब झुकने वाले बीम का निचला किनारा लगभग 4 मिमी चला जाए तो स्विच क्लिक हो जाता है।(650E और 1000E पर माइक्रोस्विच की भुजा को मोड़कर समान समायोजन प्राप्त किया जाता है।)
बी) यदि एक्ट्यूएटर ठीक से काम कर रहा है, भले ही माइक्रोस्विच ऑन और ऑफ पर क्लिक नहीं करता है, तो स्विच खुद ही अंदर से जुड़ा हो सकता है और इसे बदलने की आवश्यकता होगी।
आंतरिक मरम्मत का प्रयास करने से पहले सुनिश्चित करें कि मशीन पावर आउटलेट से अनप्लग है।
एक उपयुक्त प्रतिस्थापन V3 स्विच:
आरएस भाग संख्या: 472-8235
वर्तमान रेटिंग: 16 एम्पीयर
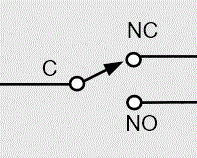
V3 सर्किट
सी = 'आम'
एनसी = 'सामान्य रूप से बंद'
नहीं = 'सामान्य रूप से खुला'
ग) यदि आपकी मशीन में एक सहायक स्विच लगा है तो सुनिश्चित करें कि यह "सामान्य" स्थिति में है।(केवल लाइट क्लैम्पिंग तभी उपलब्ध होगी जब स्विच "AUX CLAMP" स्थिति में हो।)
यदि क्लैंपिंग ठीक है लेकिन मशीन के बंद होने पर क्लैम्पबार्स रिलीज़ नहीं होते हैं:
यह रिवर्स पल्स डीमैग्नेटाइजिंग सर्किट की विफलता को इंगित करता है।सबसे संभावित कारण एक उड़ा हुआ 6.8 ओम पावर रेसिस्टर होगा।सभी डायोड और रिले में संपर्कों को चिपकाने की संभावना भी जांचें।

एक उपयुक्त प्रतिस्थापन रोकनेवाला:
Element14 भाग संख्या 145 7941
6.8 ओम, 10 वाट पावर रेटिंग।
विशिष्ट लागत $1.00
यदि मशीन भारी गेज शीट को मोड़ नहीं पाएगी:
ए) जांचें कि कार्य मशीन के विनिर्देशों के भीतर है।विशेष रूप से ध्यान दें कि 1.6 मिमी (16 गेज) झुकने के लिए एक्सटेंशन बार को झुकने वाले बीम में फिट किया जाना चाहिए और यह कि न्यूनतम होंठ की चौड़ाई 30 मिमी हो।इसका मतलब है कि कम से कम 30 मिमी सामग्री को क्लैंपबार के झुकने वाले किनारे से बाहर निकालना चाहिए।(यह एल्यूमीनियम और स्टील दोनों पर लागू होता है।)
यदि मोड़ मशीन की पूरी लंबाई का नहीं है तो होंठों को संकीर्ण करना संभव है।
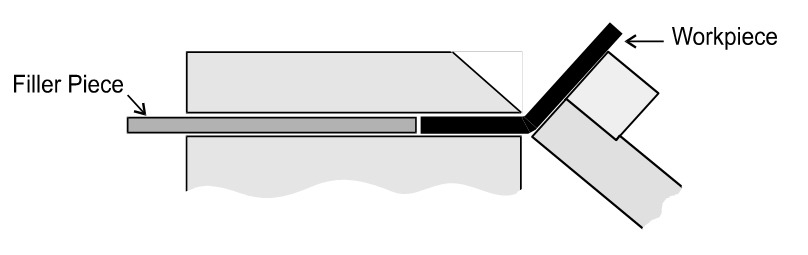
बी) इसके अलावा अगर वर्कपीस क्लैम्पबार के नीचे की जगह को नहीं भरता है तो प्रदर्शन प्रभावित हो सकता है।सर्वोत्तम परिणामों के लिए हमेशा क्लैम्पबार के नीचे की जगह को स्टील के स्क्रैप टुकड़े के साथ वर्कपीस के समान मोटाई से भरें।(सर्वश्रेष्ठ चुंबकीय क्लैम्पिंग के लिए फिलर का टुकड़ा स्टील का होना चाहिए, भले ही वर्कपीस स्टील न हो।)
यदि वर्कपीस पर एक बहुत ही संकीर्ण होंठ बनाने की आवश्यकता है तो यह उपयोग करने का सबसे अच्छा तरीका भी है।